Determinacia vplyvu recyklacie a regranulacie termoplastov
21. Júl, 2014, Autor článku: Majerník Ján, Strojárstvo
Ročník 7, číslo 7  Pridať príspevok
Pridať príspevok
![]() Článok sa zaoberá skúmaním rázovej húževnatosti vybraných materiálov. Cieľom experimentu bolo cieľom zistiť vplyv pridávania recyklovaného materiálu (odpadu z výroby) na hodnotu rázovej húževnatosti, ktorá sa stanovovala pri nízkych teplotách metódou Charpy. Skúšobné telesá boli vyhotovené pri rôznom percentuálnom množstve pridaného recyklátu do pôvodného materiálu. Pridávaním recyklovaného materiálu boli vyrobené šarže materiálu v rôznom percentuálnom zastúpení recyklovaného materiálu a originálneho materiálu. Výsledkom skúšok bolo získanie závislostí vplyvu pridávania recyklovaného materiálu s rôznym percentuálnym zložením pridaného do čistého materiálu na hodnotu rázovej húževnatosti stanovenej pri nízkych teplotách.
Článok sa zaoberá skúmaním rázovej húževnatosti vybraných materiálov. Cieľom experimentu bolo cieľom zistiť vplyv pridávania recyklovaného materiálu (odpadu z výroby) na hodnotu rázovej húževnatosti, ktorá sa stanovovala pri nízkych teplotách metódou Charpy. Skúšobné telesá boli vyhotovené pri rôznom percentuálnom množstve pridaného recyklátu do pôvodného materiálu. Pridávaním recyklovaného materiálu boli vyrobené šarže materiálu v rôznom percentuálnom zastúpení recyklovaného materiálu a originálneho materiálu. Výsledkom skúšok bolo získanie závislostí vplyvu pridávania recyklovaného materiálu s rôznym percentuálnym zložením pridaného do čistého materiálu na hodnotu rázovej húževnatosti stanovenej pri nízkych teplotách.
Úvod
Plasty sa používajú na výrobu veľkého množstva výrobkov, ktoré prinášajú technologické pokroky a úspory energie. V dôsledku toho výroba plastov výrazne stúpla. Plasty sú lacné, ľahké, pevné, trvanlivé a odolné proti korózií materiálu s vysokou tepelnou a elektrickou izolačnou vlastnosťou. Preto takmer všetky aspekty každodenného života tvoria plasty či už v oblasti telekomunikácií, dopravy, odevov, obuvi ako obalových materiálov, ktoré uľahčujú prepravu širokej škály potravín, nápojov a iného tovaru. Vzhľadom na každoročne stúpajúcu výrobu plastov sa ich objem zvyšuje aj v odpade. Plastový odpad možno považovať za zdroj druhotnej suroviny lacnej a dostupnej. Toto riešenie poznáme pod pojmom recyklácia plastov.
Recyklácia plastov je opätovné využitie plastov vznikajúcich pri ich výrobe alebo ukončení životnosti plastov. Pri výrobe plastových výrobkov vzniká odpad, čo sú napríklad chybné výrobky, zvyšky vtokových systémov pri vstrekovaní a podobne. Recyklácia spočíva v jeho rozdrvení po ktorom môže nasledovať aj regranulácia. Regranulát sa ešte pred samotným spracovaním tepelne upraví. Regranulovaný materiál je z hľadiska granulometrických vlastností rovnocenný pôvodnému materiálu. Pri regranulácií možno použiť aj rôzne aditíva ako napríklad stabilizátory, plnivá, pigmenty a maziva a iné, ktoré vedú k zlepšovaniu spracovateľských vlastností. Cieľom tejto práce je zistiť vplyv recyklátu na mechanické vlastnosti materiálu, predovšetkým na rázovú húževnatosť. Zaoberali sme sa skúšaním vzoriek kde do originálneho materiálu bol pridaný rôzny podiel recyklátu.
Recyklácia a regranulácia termoplastov
Recyklácia plastov je proces triedenia, zhromažďovania, obnovenia odpadu a spracovanie materiálu do užitočných produktov, niekedy do úplne odlišnej podoby od svojho pôvodného stavu. Recyklácia starých plastových výrobkov využíva 20% až 40% menej energie ako výroba nového výrobku. Konečným stupňom prípravného spracovania väčšiny plastov je granulácia. Touto operáciou získa materiál spracovaný na hnetacích strojoch konečný tvar granúl, ktorý je vhodný pre ďalšie spracovanie. Granule možno presne dávkovať do spracovateľských strojov. Výhodou granúl je ch relatívne veľká sypná hmotnosť, dobré tokové vlastnosti a možnosť ľahkého zmiešavania s ďalšími materiálmi (napr. s pigmentmi). Výber granulačnej metódy závisí od reologických vlastností spracúvanej taveniny, od priestoru, ktorý je k dispozícii pre granulačné zariadenie, od predpokladaného výkonu zariadenia, od ekonomických požiadaviek a pod.[4] Granulácia môže byť za studena, za tepla a pod vodou.
Ak sa do tvaru granúl znovu pridá aj vratný odpad, ktorý vzniká v priebehu spracovania, výsledkom je regranulát. Vratný odpad tvorí napr. okraje a nepodarky z vákuového tvarovania, vtokové zvyšky a nepodarky zo vstrekovania. Regranuláty sú posledným krokom recyklácie. Môžu byť amorfné alebo kryštalické. Amorfné vznikajú pri teplote 280 °C a tlaku 160 bar. Tento regranulát môže byť použitý ako surovina pre textilný priemysel na ťahanie vlákna. Kryštalické vznikajú pri teplote 200 °C a tlaku 0 bar, materiál dostane konečnú formu a požadovanú kvalitu.
Pri výrobe regranulátu sa technologický odpad vznikajúci pri spracovaní plastov vstrekovaním tvorený nepodarkami a vtokovými sústavami rozdrví v mlyne na drvinu. Takto rozomletý plast sa nasype do zásobníka a odtiaľ je privádzaný do odprašovacieho zariadenia. Po odstránení prachových častíc sa buď uskladní alebo putuje priamo do zmiešavacieho zariadenia, kde sa v presnom pomere mieša so základným čistým plastovým materiálom. Zmes regranulátu a základného plastu sa musí ešte nejakú dobu presušiť v sušičke. Takto spracovaný materiál je pripravený na to, aby sa pomocou dávkovacích potrubí prepravil napr. zo sušičky do násypky vstrekovacieho lisu.[5] Regranulovaný materiál je z hľadiska granulometrických vlastností rovnocenný pôvodnému materiálu. Pri regranulácie možno použiť rôzne aditíva (stabilizátory, plniva, pigmenty, mazivá a iné) k zlepšeniu úžitkových a spracovateľských vlastnosti.
Miesto a podmienky vykonania experimentu
Skúšobné telesá boli vyhotovené v tvare kvádra. Vyhotovenie bolo vykonané v súlade so všeobecnými princípmi pre vstrekovanie skúšobných telies podľa normy STN EN ISO 294-1. Vzorky sa vyrábali technológiou vstrekovania na lise ENGEL Victory 80/25 na Katedre strojárenskej technológie Technickej univerzity v Liberci, pričom bola použitá ISO forma s vymeniteľnými tvarovými vložkami. Stanovenie rázovej húževnatosti Charpyho metódou bolo vykonané podľa normy STN EN ISO 179-1. Skúška je založená na princípe zisťovania energie spotrebovanej na prelomenie skúšobného telesa padajúcim rotačným kladivom. Skúška bola vykonaná Charpyho kladivom typu CEAST RESIL 5.5. Skúšobné vzorky boli pred skúšaním kondiciované pri teplote – 30°C po dobu 24 hodín.
Na experiment bol použitý materiál s obchodným názvom Starex HF – 0660I. Ide o Akrylonitril – Butadién – Styrén. ABS patrí do skupiny styrénových polymérov. Medzi prednosti ABS patrí vysoká húževnatosť a nárazu vzdornosť aj pri záporných teplotách. ABS sa hodí predovšetkým pre spracovanie technológiami vstrekovania a vytlačovania. K vyfukovaniu sa používa len zriedka, v priebehu transportu a skladovania hrozí nebezpečenstvo navlhnutia produktu, ktoré by zhoršilo priebeh spracovania a tiež konečný povrchový vzhľad výrobku. Preto sa doporučuje granulát pred spracovaním predsúšať 3 až 5 hodín pri bežnej teplote alebo 1 až 3 hodiny pri 80°C. V našom prípade sa sušilo 4 hodiny pri teplote 80°C.
Namiešanie granulátu pre vstrekovanie
Na prípravu jednotlivých šarží materiálu bol použitý recyklovaný materiál z výroby (otrepy, vtokové zvyšky, nepodarky). Materiál bol pripravený mletím na priemyselnom drviči. Namiešanie skúšobného materiálu – granulátu pre vstrekovanie skúšobných telies s obsahom 0%, 20%, 30%, 50%, 70% a 100% recyklátu v základnom materiáli.
Výsledky práce
Pri skúškach sa postupovalo podľa normy STN EN ISO 179-1. Namerané hodnoty sú uvedené v tabuľkách a znázornené na grafoch. V tabuľke 1 sú uvedené namerané hodnoty Charpyho rázovej húževnatosti pre skúšobné vzorky materiálu Starex HF – 0660I – recyklát, pri rôznom percentuálnom podiele recyklovaného materiálu.
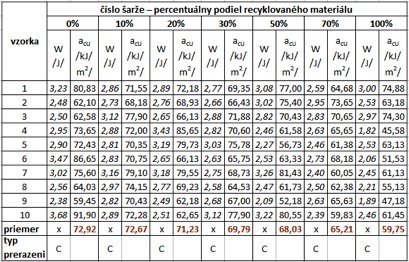
Tab.1 Namerané hodnoty materiálu Starex HF – 0660I
Pri materiáli Starex HF – 0660I – recyklát došlo k prerazeniu typu C čo je úplne prerazenie, prerazenie pri ktorom je skúšobné teleso rozdelené na dva alebo viac kusov. Grafická závislosť je znázornená na Obr. 1. Na grafe rázovej húževnatosti materiálu Starex môžeme vidieť že rázová húževnatosť pridávaním recyklátu do základného materiálu lineárne klesá. Z toho sme dospeli k záveru, že množstvo pridávaného recyklátu do základného materiálu Starex má vplyv na rázovú húževnatosť skúšaného plastu.
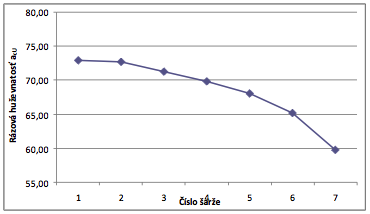
Obr.1 Grafická závislosť materiálu Starex HF – 0660I – recyklát
V tabuľke 2 sú uvedené namerané hodnoty materiálu Starex HF – 0660I – regranulát.
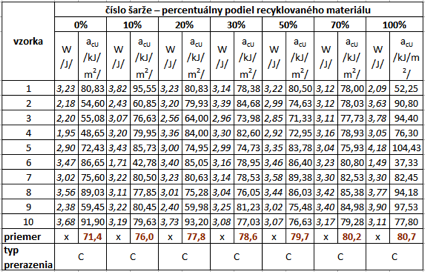
Tab.2 Namerané hodnoty materiálu Starex HF – 0660I – regranulát
Pri recyklovanom materiáli nám hodnota mierne klesala a keď sa materiál zregranuoval tak rázová húževnatosť stúpala. Na Obr. 2 môžeme vidieť že hodnota stúpala s pridávaním regranulovaného materiálu. Z toho vyplýva že regranulácia má vplyv na rázovú húževnatosť skúšaného plastu.
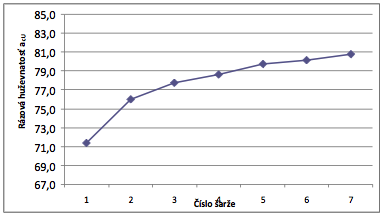
Obr.2 Grafická závislosť materiálu Starex HF – 0660I – regranulát
Vyhodnotenie experimentu
Cieľom experimentu bolo stanovenie vplyvu pridávaného recyklátu a regranulátu do čistého materiálu na zmenu rázovej húževnatosti plastov.
Skúška je založená na princípe zisťovania energie spotrebovanej na prelomenie skúšobného telesa padajúcim rotačným kladivom. Skúšobné teleso umiestnené vodorovne na dvoch podperách sa prerazí úderom v mieste maximálnej rýchlosti rázového kyvadla, pričom smer rázu je vedený stredom vzdialenosti medzi podperami. Spotrebovaná energia sa prepočíta na jednotku prierezu. Výsledkom skúšky je rázová húževnatosť „acU“.
Pri skúške rázovej húževnatosti metódou Charpy sa postupovalo podľa normy STN EN ISO 179-1. Skúška bola vykonaná na Technickej univerzite v Liberci na Fakulte strojní na Katedre strojárenskej technológie. Skúšobné vzorky boli vstreknuté na lise ENGEL VC 80/25 TECH a schladené na teplotu -30°C v mrazničke ProfiMaster PMU 0450. Z každého materiálu bolo vstreknutých 12 vzoriek z ktorých bolo skúšaných 10 pre každú šaržu materiálu. Namerané hodnoty sú zaznamenané v tabuľkách a reprezentované na jednotlivých grafoch.
Pri zhodnotení skúšok rázovej húževnatosti môžeme konštatovať, že množstvo pridávaného recyklátu do základného materiálu ma vplyv na rázovú húževnatosť skúšaného plastu. Pridávaním recyklovaného materiálu do materiálu Starex rázová húževnatosť lineárne klesala, keď sa materiál zregranuloval tak stúpala, čo môže byť spôsobené modifikáciou vlastností materiálu znížených v priebehu niekoľkonásobného použitia a následnej recyklácie. Po porovnaní hodnôt rázovej húževnatosti vzoriek môžeme konštatovať, že rázová húževnatosť klesá vplyvom pridávania recyklovaného materiálu pri pridávaní regranulovaného materiálu má zase opačný stúpajúci charakter.
Záver
Cieľom príspevku bolo stanoviť rázovú húževnatosť plastov pri nízkych teplotách metódou Charpy. Výsledky skúšok boli získane pomocou experimentov uskutočnených na Katedre strojárenskej technológie Technickej univerzity v Liberci. Súčasný stav v praxi vyžaduje, aby sa čo najväčšie množstvo technologického odpadu plastov využívalo na výrobu nových výrobkov. Regranulovaný plast významne šetrí náklady na základný materiál a pomáha predchádzať množeniu sa ťažko znehodnocovateľného plastového odpadu, ktorý sa hromadí vo firme pri výrobe výliskov. Z praktického hľadiska sa však nesmú jeho vlastnosti výrazne zhoršiť v porovnaní so základným materiálom. Z výsledkov experimentu je evidentné, že pridávanie recyklátu do základného materiálu v rôznom percentuálnom zastúpení ovplyvňuje rázovú húževnatosť základného materiálu.
Použitá literatúra
- Dubelová, Ľ – Greškovič, F.: Vplyv plnív na vybrané vlastnosti plastov používaných v elektrotechnickom priemysle, In: Transfer inovácií. 14 (2009)
- GERKOVÁ, J.: Stanovenie razovej húževnatosti plastov pri nízkych teplotách metódou Charpy. Diplomová práca. Prešov 2012, 63strán
- STN EN ISO 179-1 (64 0612) Plasty – Stanovenie rázovej húževnatosti metódou Charpy. Praha 2010
- JAHNÁTEK, Ľ. – GROM, J. – NÁPLAVA, A. : Teória a technológia spracovania plastov. Slovenská technická univerzita v Bratislave, 2005. ISBN 80-227-2256-1
- http://www.sjf.tuke.sk/transferinovacii/pages/archiv/transfer/10-2007/pdf/169-174.pdf
Spoluautorom článku je Ing. Jana Gerková, Fakulta výrobných technológií so sídlom v Prešove, Technická Univerzita v Košiciach, Štúrova 31, 080 01 Prešov

