Elektromigrácia v spájkovaných spojoch
09. Marec, 2015, Autor článku: Cabúk Pavol, Elektrotechnika
Ročník 8, číslo 3  Pridať príspevok
Pridať príspevok
![]() Dnešný trend miniaturizácie súčiastok v oblasti elektroniky prináša so sebou množstvo otázok, ktoré je potrebné riešiť. Jednou z nich je aj narastajúce riziko degradáciu spájkovaných spojov elektromigráciou, keďže zvýšenie úrovne integrácie jednotlivých prvkov elektronického zariadenia má za následok nárast prúdovej hustoty v mnohých častiach elektronického obvodu. To prináša spolu so zvyšovaním pracovnej teploty komponentov aj problémy s ich spoľahlivosťou a životnosťou. Najúčinnejším spôsobom predchádzania tohto spôsobu degradácie je poznanie príčin vzniku elektromigrácie. Príspevok sa venuje opisu tohto nežiadúceho javu.
Dnešný trend miniaturizácie súčiastok v oblasti elektroniky prináša so sebou množstvo otázok, ktoré je potrebné riešiť. Jednou z nich je aj narastajúce riziko degradáciu spájkovaných spojov elektromigráciou, keďže zvýšenie úrovne integrácie jednotlivých prvkov elektronického zariadenia má za následok nárast prúdovej hustoty v mnohých častiach elektronického obvodu. To prináša spolu so zvyšovaním pracovnej teploty komponentov aj problémy s ich spoľahlivosťou a životnosťou. Najúčinnejším spôsobom predchádzania tohto spôsobu degradácie je poznanie príčin vzniku elektromigrácie. Príspevok sa venuje opisu tohto nežiadúceho javu.
Úvod
Miniaturizácia súčiastok, ako dôsledok neustálej snahy o vyššiu integráciu funkčných prvkov elektronických obvodov, vedie ku zmenšovaniu spájkovaných spojov. Menšie rozmery spájkovaných spojov so sebou prinášajú ich vyššie namáhanie elektrickým prúdom z dôvodu rastúcej prúdovej hustoty v spojoch. V spájkovaných spojoch sa toto zvýšené namáhanie prejaví okrem ohrevu najmä presunom materiálu spoja, tvorbou dutín, dochádza k elektromigrácii. Spolu s nárastom intermetalickej vrstvy na rozhraní spájky a spájkovacej plôšky to významne ovplyvňuje spoľahlivosť a životnosť spájkovaného spoja. Dutiny pri dlhodobom pôsobení vysokej prúdovej hustoty môžu narastať tak výrazne, že v konečnom dôsledku dôjde k úplnému prerušeniu spoja ako elektromechanického prepojenia, čo má za následok čiastočné alebo úplné znefunkčnenie elektronického zariadenia.
Elektromigrácia
Elektromigrácia v oblasti elektroniky predstavuje najmä presun materiálu spájkovaného spoja v dôsledku zvýšeného dlhodobého namáhania jednosmerným prúdom. Toto namáhanie môže spôsobiť výrazné zmeny v mikoštruktúre spájkovaného spoja. Najčastejším prejavom elektromigrácie je tvorba dutín a zvýšený rast intermetalických zlúčenín na rozhraní spájka a spájkovacia plôška dosky plošného spoja (Obr. 1). Elektromigrácia je degradačný proces [1].
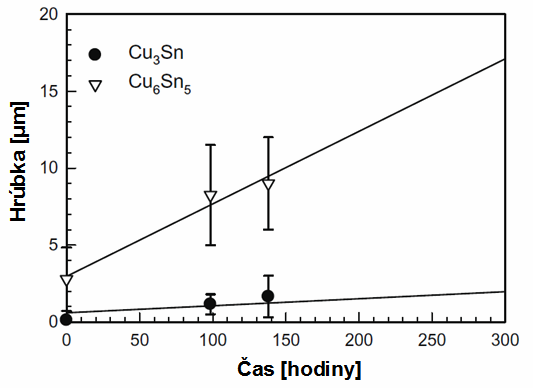
Obr. 1. Nárast hrúbky vrstvy intermetalických zlúčenín Cu3Sn a Cu6Sn5 v spájkovanom spoji ako dôsledok elektromigrácie pri zaťažení prúdom 4,12.104 A.cm-2 [2]
Pri vysokom prúdovom zaťažení sa dutiny v spoji tvoria na strane zápornej elektródy, katódy (tok elektrónov od katódy k anóde) a prenesený materiál spájkovacej zliatiny sa hromadí na strane kladnej elektródy, anódy. Tento jav je teda spôsobený tým, že materiál je tokom elektrónov unášaný k anóde a na strane katódy sa vytvárajú dutiny po chýbajúcom materiáli. Proces tvorby dutín výrazne ovplyvňuje spoľahlivosť a životnosť spájkovaných spojov. Tým, že sa v spájkovanom spoji tvoria dutiny, ešte viac narastá prúdová hustota, čím sa podstatne urýchľuje proces degradácie. Prúdová hustota J, je vektorová veličina. Veľkosť prúdovej hustoty je rovná elektrickému prúdu I, ktorý prechádza plochou S kolmou na smer pohybu častíc s nábojom, podeleného veľkosťou tejto plochy S. Je daná vzťahom:
 [A.cm-2] [A.cm-2] |
(1) |
, kde: J – prúdová hustota [A.cm-2], I – elektrický prúd [A] a S – prierez vodiča [cm2].
V homogénnej štruktúre kovu (Sn alebo intermetalické zlúčeniny v spoji: Cu6Sn5, Cu3Sn alebo Ag3Sn) je v dôsledku rovnomerného usporiadania iónov kovu v kryštalickej mriežke prenos hybnosti (schopnosti pohybovať sa) medzi usmernenými elektrónmi a iónmi kovu energeticky náročný, keďže ióny kovu sú pevne usadené vo svojich polohách prostredníctvom kovovej väzby. Avšak v prípade hraníc zŕn tej istej kryštalickej fázy, rozhraní medzi rozdielnymi kryštalickými fázami alebo v prípade iných porúch v usporiadaní atómov sú ióny kovu vzájomne viazané slabšie ako v usporiadanej kryštalickej mriežke, preto je prenos hybnosti medzi elektrónmi a iónmi oveľa intenzívnejší, výraznejší. Uvoľnenie iónov kovu z väzby je menej náročné na aktivačnú energiu dodanú nárazom elektrónov. V prípade, ak elektrický prúd dosiahne dostatočne vysokú hodnotu, presnejšie hustotu, spôsobuje to oddelenie atómov (iónov) zo vzájomnej väzby. Tieto kladné ióny sa následne pohybujú v smere toku elektrónov.
Presný smer je však ovplyvnený aj hranicami zŕn, pretože atómy majú tendenciu pohybovať sa v smere týchto hraníc, keďže kladú menší odpor pohybujúcim sa iónom [3]. Vo všeobecnosti v elektrotechnike spočíva potlačenie elektromigrácie vo výbere vhodného materiálu (napr. Cu až 10 krát vyššia aktivačná energia ako Al), vo výbere vhodného prierezu vodivého spoja s cieľom dosiahnuť podkritickú hodnotu prúdovej hustoty. Typické prúdové hustoty, pri ktorých je pozorovateľná elektromigrácia, sú v spájkovaných spojoch na úrovni 103–104 A.cm-2 pri použití spájok na základe Sn, Ag a Cu používaných v čipoch integrovaných obvodov. Elektromigrácia je rizikom aj pre spájkované spoje puzdier typu BGA, FLIP Chip alebo CSP vzhľadom na ich malé geometrické rozmery. Malé geometrické rozmery spôsobujú vysokú lokálnu prúdovú hustotu, tzv. hromadenie elektrónov (Obr. 2).
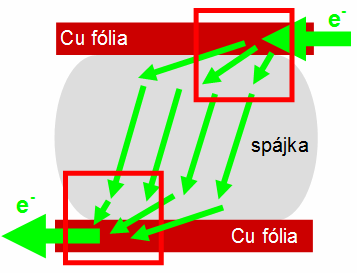
Obr. 2. Hromadenie elektrónov v spájkovanom spoji (červený rámček). Zelené šípky označujú smer toku elektrónov.
Elektromigrácia v spájkovanom spoji je závislá okrem veľkosti prúdu a prierezu spoja, resp. prúdovej hustoty aj na ostatných faktoroch:
- zloženie spájkovacej pasty,
- spôsob výroby spájkovaného spoja – proces spájkovania,
- zloženie a rozmery spájkovacích plôšok.
Elektromigračný model pre elektromigráciu je určený nasledujúcou rovnicou [4]:
") [h] [h] |
(2) |
, kde MTTF – priemerný čas do zlyhania spoja [h], J – prúdová hustota [A.cm-2], T – priemerná nárazová teplota [K], k – Boltzmanova konštanta (1.3806488 × 10-23) [m2.kg.s-2.K-1], Ea – aktivačná energia elektromigrácie [eV], n – exponent určený experimentálne, A – konštanta zahŕňajúca materiálové vlastnosti a geometriu spoja.
V spájkovaných spojoch s rozmermi na úrovni desatín mm je omnoho nižšia prúdová hustota v dôsledku ich väčších geometrických rozmerov. Sú tu potrebné veľmi vysoké prúdy na dosiahnutie vysokej prúdovej hustoty, ktorá by spôsobovala elektromigráciu. Napriek tomu, že spájkované spoje vo výkonovej alebo automobilovej elektronike sú zaťažované vysokými prúdmi, nie je to tak vysoká prúdová hustota ako napr. v malých spojoch pri puzdrách Flip Chip.
Príklad elektromigrácie v spájkovaných spojoch
Ako príklad elektromigrácie sú v tomto článku uvedené spájkované spoje vytvorené pretavením spájkovacej pasty infračerveným žiarením obsahujúcej zliatinu 96,5Sn3Ag0,5Cu (hm. %) na Cu spájkovacej plôške dosky plošného spoja. Spoje s priemerom ~ 400 μm boli podrobené po dobu 300 hodín starnutiu pri teplote 125ºC, prúde 8 A a prúdovej hustote ~ 6400 A.cm-2 (Obr. 3). Zvýšená prúdová záťaž sa realizovala použitím prúdového zdroja STATRON Typ 3217 a zvýšená teplota zariadením KBC G-100/250. Kvôli vzájomnému sériovému prepojeniu spájkovaných spojov sa doska osadila na miestach spojov protikusmi z identického materiálu, ako je samotná doska, čím sa uzatvoril elektrický obvod. Vodivý motív na doske predstavoval zapojenie tzv. daisy chain, ktoré sa rozsiahlo využíva pre meranie elektrického odporu štvorvodičovou metódou.
Zo skúšobného merania teploty počas prúdovej záťaže na povrchu dosky plošného spoja (pred samotným teplotným starnutím) vyplýva, že v dôsledku vysokej prúdovej hustoty dochádza k ohrievaniu spájkovaných spojov a tým aj celej dosky na vyššiu teplotu, ako je izbová teplota. Maximálna teplota spojov počas zaťažovania bola 58°C, čo je dôkaz, že aplikovaná prúdová hustota môže potenciálne spôsobiť poškodenie, tvorbu dutín (elektromigráciu) v spojoch. Meranie teploty sa vykonávalo v reálnom čase termovíznou kamerou FLIR, umožňujúcou bezkontaktné meranie teploty snímaním infračerveného žiarenia uvoľňovaného z povrchu osadenej dosky.
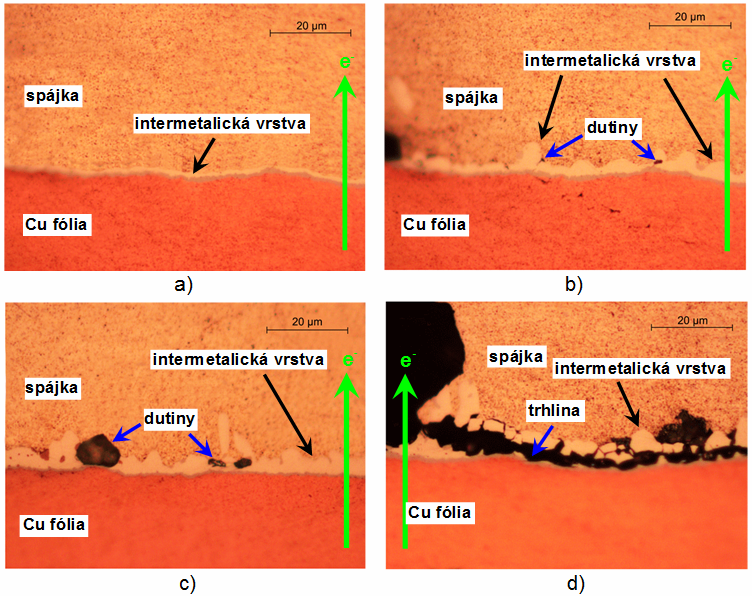
Obr. 3. Spájkované spoje zaťažované pri teplote 125 ºC a prúde 8 A: a) 0, b) 43, c) 163 a d) 300 hodín. Zelená šípka označuje smer toku elektrónov.
Pre následné pozorovanie mikroštruktúry spájkovaných spojov bolo potrebné pripraviť metalografické výbrusy, teda rezy spájkovanými spojmi. Vzorky spájkovaných spojov sa najprv oddeľovali od dosky plošného spoja použitím rezného kotúčika ručnej frézy. Pri tomto procese bolo potrebné dbať na to, aby sa spoje počas oddeľovania nepoškodili. Aby bolo možné spoje pozorovať mikroskopom, nasledoval proces zalievania a zalisovania vzoriek do dentakrylu. Zalisovanie vzoriek sa vykonávalo na automatickom zariadení Buehler SimpliMet® 1000. Po procese zalisovania nasledoval proces brúsenia a leštenia aplikovaním prístroja Buehler EcoMet® 250. Použili sa brúsne papiere v rozsahu drsnosti od P100 do P1200 (od najhrubšieho brúsenia po najjemnejšie brúsenie). Leštenie sa následne realizovalo leštiacou tkaninou a pridaním leštiacej pasty, čím sa spoje zbavili škrabancov z predchádzajúceho brúsenia.
Na Obr. 3a je znázornené rozhranie spájka a Cu spájkovacia plôška pred samotným starnutím. Ako vyplýva z obrázka, spájkovaný spoj vykazuje po spájkovaní homogénnu mikroštruktúru bez prítomnosti dutín či iných porúch. Na rozhraní Cu plôšky a spájky sa vytvorila ako dôsledok kvalitného spájkovania intermetalická vrstva pozostávajúca z dvoch kryštalických fáz: Cu3Sn a Cu6Sn5 (hrúbka na úrovni 3-4 μm). Pri následnom starnutí pri zvýšenej teplote a prúde dochádza ku vzniku dutín (rozmer 1-2 μm) na rozhraní spájka a Cu plôška už po 43 hodinách a k hrubnutiu intermetalickej vrstvy (hrúbka až 10 μm), Obr. 3b. Ďalším starnutím sa rozmery dutín a hrúbka intermetalickej vrstvy zväčšujú, po uplynutí 300 hodín (Obr. 3d) dochádza k vytvoreniu takmer súvislej trhliny (hrúbka až 10 μm) na rozhraní spájky a spájkovacej plôšky v oblasti intermetalickej vrstvy (hrúbka vrstvy až 20 μm). Teda možno jednoznačne konštatovať, že v dôsledku intenzívneho toku elektrónov v smere od spájkovacej plôšky do spájky dochádza ku prenosu materiálu spájkovaného spoja. Tento prenos materiálu môže viesť až k úplnému oddeleniu spoja od dosky plošného spoja alebo súčiastky, teda k znefunkčneniu elektronického zariadenia. Hrubnutie intermetalickej vrstvy je v tomto prípade spôsobené najmä zvýšenou teplotou.
Záver
Elektromigrácia znamená premiestňovanie materiálu, v oblasti elektroniky najmä spájkovaného spoja, v dôsledku zvýšeného namáhania jednosmerným prúdom. Je to degradačný jav. Je spôsobený tokom elektrónov unášajúcich materiál spoja k anóde, v dôsledku čoho sa hromadí materiál na strane anódy a na strane katódy sa vytvárajú dutiny po chýbajúcom materiáli. Najbežnejšie sa prejavuje elektromigrácia tvorbou dutín a zvýšeným rastom intermetalických zlúčenín. Tento jav vzniká najmä na miestach, kde sa usporiadanie atómov v jednotlivých kryštalických fázach líši od ideálneho usporiadania. Kritická hranica prúdovej hustoty je na úrovni 103–104 A.cm-2 pri použití spájok na základe Sn, Ag a Cu. Elektromigrácia môže znamenať až úplné prerušenie spájkovaného spoja, teda v konečnom dôsledku znefunkčnenie elektronického zariadenia. Ako vyplýva z našich experimentov (prúdová hustota ~ 6400 A.cm-2, teplota 125 ºC), čas 300 hodín je dostatočný k výraznému poškodeniu spájkovaných spojov, ohrozujúcemu samotnú funkčnosť elektronického zariadenia.
Použitá literatúra
- CHOI, J. Y. – LEE, S. S. – JOO, J. C.: Electromigration Behavior of Eutectic SnPb Solder, School of Materials Science & Engineering, Seoul National University, 2002.
- CHAO, B.H.L. – ZHANG, X. – CHAE, S.H. – HO, H.P.: Recent advances on kinetic analysis of electromigration enhanced intermetallic growth and damage formation in Pb-free solder joints, Microelectronics Reliability, roč. 49, č. 3, , 2009, s. 253-263.
- http://www.csl.mete.metu.edu.tr
- DE ORIO, R.L. – CERIC, H. – SELBERHERR, S.: Physically based models of electromigration: From Black’s equation to modern TCAD models, Microelectronics Reliability, roč. 50, 2010, s. 775–789.
Spoluautori článku sú Juraj Ďurišin, Alena Pietriková, Katedra technológií v elektronike, FEI TU v Košiciach, Park Komenského 2, 040 01 Košice

