Experimentálne overenie vplyvu rýchlosti rezania na kvalitu povrchu obrábaného technológiou AWJ
23. Marec, 2015, Autor článku: Gerková Jana, Elektrotechnika
Ročník 8, číslo 3  Pridať príspevok
Pridať príspevok
![]() Príspevok je zameraný na hodnotenie kvality povrchu vytvoreného technológiou AWJ pomocou laserového profilometra LPM. Medzi technologické parametre ovplyvňujúce kvalitu povrchu vytvorených technológiou AWJ patrí aj rýchlosť posuvu rezacej hlavy. Meraním a vyhodnotením bolo zistené, že rýchlosť posuvu u tejto metódy má výrazný vplyv na kvalitu povrchu.
Príspevok je zameraný na hodnotenie kvality povrchu vytvoreného technológiou AWJ pomocou laserového profilometra LPM. Medzi technologické parametre ovplyvňujúce kvalitu povrchu vytvorených technológiou AWJ patrí aj rýchlosť posuvu rezacej hlavy. Meraním a vyhodnotením bolo zistené, že rýchlosť posuvu u tejto metódy má výrazný vplyv na kvalitu povrchu.
Úvod
Vhodná kvalita povrchu súčiastok je jedným z predpokladov správnej funkcie zariadení a významne ovplyvňuje životnosť súčiastok. Pod pojmom kvalita povrchu sa rozumie okrem geometrického tvaru povrchu a veľkosti jeho nerovností aj fyzikálny a chemický stav povrchovej vrstvy materiálu. Jedným z hlavných kritérií pri posudzovaní kvality povrchu ale aj obrobiteľnosti materiálu je drsnosť. Drsnosť predstavuje výšku nerovností od dokonalej a ideálne hladkej plochy (stupeň hladkosti). Vzniká ako dôsledok:
- použitého nástroja a súvisiacich parametrov (mikrogeometrický tvar a veľkosť nerovností)
- uskutočnených úprav povrchu (fyzikálno-mechanický stav)
Drsnosť sa chápe ako časť geometrických odchýlok s relatívne malou vzdialenosťou nerovností (ostatné sú vlnitosť a geometrická tolerancia). Chyby materiálu spôsobené náhodným poškodením alebo chybami materiálu (póry, trhliny) sa do drsnosti povrchu nezahŕňajú.
Materiál a metódy
Kvalita povrchu plôch obrábaných technológiou AWJ je ovplyvnená:
- tlak vody
- rýchlosť prúdenia
- rozmery otvoru dýzy
- vzdialenosť medzi dýzou a obrobkom
- uhol sklonu lúča
- druh abrazíva
Povrchy vytvorené technológiou vodného lúča sú kvalitatívne odlišné od povrchov vytvorenými inými konvenčnými metódami. Majú predovšetkým hrubšiu a členitejšiu topografiu povrchu. Kvalita povrchu sa zhoršuje s rastúcou vzdialenosťou od miesta vstupu lúča do obrábaného materiálu. Daný povrch ovplyvňuje viacero rôznych charakteristík ako napr. životnosť, spoľahlivosť, koróziivzdornosť alebo opotrebenie. Meranie parametrov drsnosti povrchu je v dnešnej dobe možne vykonávať rôznymi metódami, z ktorých každá ma svoje výhody aj nevýhody. Jednotlivé meracie zariadenia je možno rozdeliť do 3 základných skupín:
- dotykové meracie prístroje – sú založené na sklze diamantového hrotu po povrchu vzorky a vyhodnocovanie rozdielov jeho výšky pri konštantnej rýchlosti. Je to v praxi najpoužívanejší spôsob merania kvality povrchu. Vyrábajú sa laboratórne prístroje pripojené na počítač alebo dielenské. Dielenské však z pravidla vedia vyhodnocovať len základné parametre drsnosti.
- bezdotykové (optické) meracie prístroje – snímací hrot je nahradený lúčom elektromagnetického žiarenia, čím je vylúčené poškodenie povrchu meranej časti. Lúč dopadajúci na povrch môže byť odrážaný tromi rôznymi spôsobmi: odrazom, rozptylom alebo ich kombináciou. Vzájomná interakcia medzi lúčom a meranou vzorkou závisí predovšetkým od drsnosti povrchu a od použitej vlnovej dĺžky žiarenia.
Na kontrolu a meranie nerovnosti povrchu sa najčastejšie používajú kontaktné meracie prístroje, ale v poslednej dobe sa začínajú presadzovať čoraz viac bezkontaktné meracie prístroje založené na optickom princípe merania. Jedným z prístrojov využívajúcich optickú metódu merania je aj profilometer LPM.
Miesto a podmienky vykonania experimentu
Experimenty boli vykonané v Laboratoři kapalinového paprsku na IF HGF VŠB TU v Ostrave. Meranie parametrov drsnosti povrchu bolo vykonané na optickom meracom systéme pre kontrolu parametrov povrchov opracovaných technológiou AWJ. Systém využíva laserovú profilometriu na báze triangulačného princípu (obr.1), pri ktorom je na meraný povrch pod určitým uhlom premietaná laserová čiara, ktorá je následne snímaná digitálnou kamerou umiestnenou kolmo na snímaný povrch.
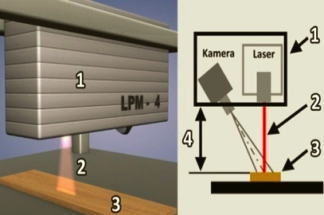
Obr.1 Princíp činnosti laserového profilometra (1 – kamera, 2 – laser, 3 – skúšobná vzorka, 4 – vzdialenosť medzi LPM a meraným objektom)
Konštrukcia LPM pozostáva s nosnej hliníkovej konštrukcie na ktorej sú umiestnené výkonné prvky zariadenia. Hlavnou časťou zariadenia je profilometrická hlava, ktorá pozostáva z kamery a laserovej diódy so zdrojom svetla. Doplňujúcou časťou systému je zostava posuvov. Posuvy umožňujú pracovný pohyb v rovine XY. Posuv v tretej osi Z je riešený mechanický.

Obr. 2 Zostava laserového profilometra LPM
Softvérové vybavenie systému:
Bázové programy
- Operačný systém MS Windows XP
- MS Office (pre export dát do Excelu).
Obslužné programy
- LPMView – slúži na komunikáciu s laserovým profilometrom
- AVT SmartView – pre kamerový náhľad a vytváranie obrazovej dokumentácie
- Test posuv – riadenie a testovanie XY posuvu
- Microsoft Office Excel – grafické spracovanie exportovaných dát.
Podmienky experimentu
| druh rezaného materiálu | oceľ 11 523 |
|---|---|
| rýchlosť rezania | 50 mm.min-1, 100 mm.min-1 |
| druh abrazíva | austrálsky granát |
| zrnitosť abrazíva | MESH 80 |
| priemer vodnej trysky | 0,25 mm |
| priemer usmerňovacej trubice | 1,12 mm |
| dĺžka usmerňovacej trubice | 76 mm |
Pre meranie kvality povrchu bol použitý materiál oceľ 11 523 v tvare štvorhrannej tyče. Vzorky boli rezané rýchlosťou v1=50 mm.min-1 a v2=100 mm.min-1.
Sotvér pre pozorovanie narezaných vzoriek
Na pozorovanie vzoriek bol použitý softvér LPM view (obr. 3). Program slúži na komunikáciu s laserovým profilomerom. Umožňuje zobraziť aktuálny profil objektu, uložiť nasnímaný profil do formátu CSV a XLS, zmeniť nastavenia parametrov LPM zariadenia, zobraziť obraz, ktorý vidí kamera umiestnená v LPM zariadení a taktiež umožňuje uložiť obraz z kamery jako bitmapový obrázok.
Obr. 3 Pracovné prostredie softvéru LPMView
Namerané hodnoty
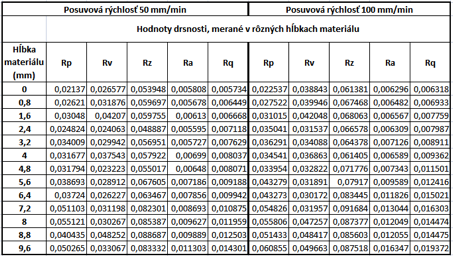
V predkladanej experimentálnej časti tejto štúdie je vykonaná analýza kvality povrchu vzoriek vytvorených technológiou vodného prúdu za účelom porovnania parametrov drsnosti v závislosti na zmene technologického parametra rýchlosti posuvu rezacej hlavy. Pri hodnotení drsnosti povrchu boli sledované parametre Ra – priemerná aritmetická odchýlka posudzovaného profilu, Rz – najväčšia výška nerovnosti profilu, Rq – stredná kvadratická odchýlka profilu, Rp – najväčšia výška výstupku profilu a Rv – najväčšia hĺbka priehlbiny profilu. Drsnosť povrchu bola meraná v 13 úrovniach, hĺbkach materiálu pre rýchlosť 50mm/min a 100mm/min. Zistené hodnoty drsnosti pre oceľ 11 523 sú v tabuľke 1.
Tab. 1 Namerané hodnoty drsnosti rezaného materiálu
Grafické vyjadrenie nameraných hodnôt drsnosti Ra, Rz, Rq, Rp a Rv povrchu v jednotlivých hĺbkach materiálu je v uvedené v grafoch na obrázkoch (Obr. 4, 5, 6, 7 a 8).
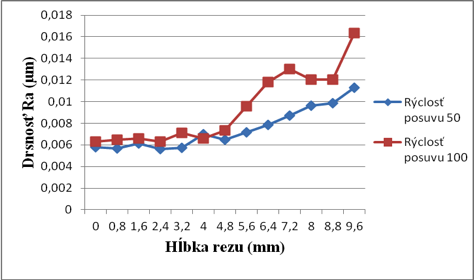
Obr. 4 Drsnosť povrchu Ra v závislosti od hĺbky rezu
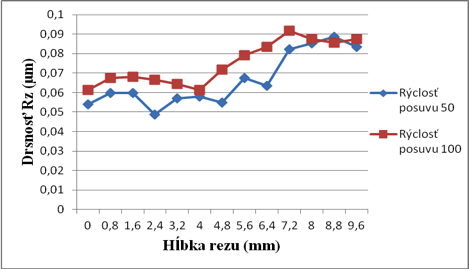
Obr. 5 Drsnosť povrch Rz v závislosti od hĺbky rezu
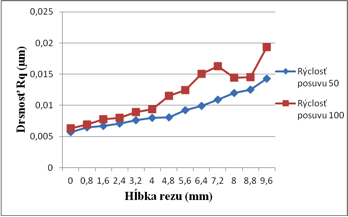
Obr.6 Drsnosť povrchu Rq v závislosti od hĺbky rezu
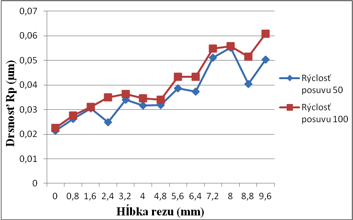
Obr. 7 Drsnosť povrch Rp v závislosti od hĺbky rezu
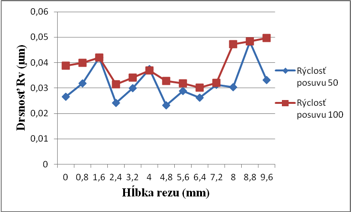
Obr. 8 Drsnosť povrchu Rv v závislosti hĺbky rezu
Vyhodnotenie experimentu
Grafy zobrazujú závislosti drsnosti povrchu na zmene posuvovej rýchlosti v meraných hĺbkach materiálu. Na obrázku (Obr. 4) sú zobrazené namerané hodnoty pre strednú aritmetickú odchýlku Ra. Ako je možné vidieť hodnoty v iniciačnej zóne sú približne rovnaké pre obe rýchlosti posuvu rezacej hlavy, ktoré sa pohybujú od 5,595 do 5,808µm pre rýchlosť posuvu 50mm.min-1 a od 6,296 do 6,309µm pre rýchlosť posuvu 100 mm.min-1. V ryhovanej zóne namerané hodnoty Ra boli podstatne vyššie pri rýchlosti 100 mm.min-1, kde hodnota Ra je 16, 347 µm.
Okrem parametra Ra došlo k zvýšeniu aj ostatných parametrov Rz, Rq, Rp a Rv. Rovnako ako Ra sa pre výškové zhodnotenie profilu povrchu používa parameter Rq. Hodnoty Ra a Rq sú praktický rovnocenné. Ďalším vyhodnocovaným parametrom je maximálna výška profilu Rz. Hodnota tohto parametra je súčtom parametrov Rp a Rv. Tak ako u parametrov Ra a Rq možno sledovať, že došlo k postupnému zvyšovaniu hodnôt. Z porovnania týchto grafov je zrejme, že rýchlosť posuvu ma výrazný vplyv na kvalitu povrchu.
Záver
Pri obrábaní vodným lúčom sa kladie veľký dôraz na kvalitu obrobeného povrchu. Daný povrch ovplyvňuje viacero rôznych charakteristík ako napr. životnosť, spoľahlivosť, koróziivzdornosť alebo opotrebenie a pod. Vytvorený povrch obrábaný abrazívnym vodným lúčom má reliéf charakteristický pre túto technológiu a taktiež podáva informácie o následnom použití materiálu v ďalších operáciách obrábania.
Cieľom experimentálnej časti bolo zhodnotenie kvality povrchu vybraných materiálov pri rezaní technológiou AWJ. Vzorky boli narezané pri rôznej posuvovej rýchlosti rezacej hlavice, nakoľko tento technologický faktor najvýraznejšie ovplyvňuje kvalitu opracovaného povrchu. Vzorky boli merané a vyhodnocované laserovým profilometrom LPM. Hodnotilo sa 5 parametrov drsnosti Ra, Rz, Rq, Rp a Rv. Pri všetkých vzorkách ocele 11 523 so zväčšujúcou hĺbkou rezu dochádza zvyšovaniu hodnôt parametrov drsnosti. K podstatnému zvyšovaniu týchto hodnôt dochádza pri zvyšujúcej sa posuvnej rýchlosti predovšetkým v spodnej časti vzoriek pričom dochádza k vzniku ryhovanej zóny. Dosiahnuté výsledky skúmania povrchu vzoriek dokazujú, že rýchlosť posuvu ma vplyv na výslednú drsnosť obrobenej plochy. Pri zvyšovaní rýchlosti kvalita povrchu klesá a to hlavne v zóne deformačného opotrebenia.
Použitá literatúra
- BÁTORA, B – VASILKO, K.: Obrobené povrchy. Technologická dedičnosť, funkčnosť. TRENČÍN 2000. ISBN 80-88914-19-1
- HLOCH, S – VALÍČEK, J.: Vplyv faktorov na topografiu povrchov vytvorených hydroabrazívnym delením. Prešov 2008, ISBN 978-80-553-0091-7
- KRÁL, Ľ.: Hodnotenie kvality povrchu vybraných materiálov pri obrábaní abrazívnym vodným lúčom, Diplomová práca, Zvolen: FEVT TU, 2011. 73s
- MAŇKOVÁ, Ildikó: Progresívne technológie. Košice : Technická univerzita Košice, Strojnícka fakulta – edícia vedeckej a odbornej literatúry, 2000. 275 s. ISBN 80-7099-430-4.
- KRAJNÝ, Zdenko: Vodný lúč v praxi – WJM. Bratislava, In: Epos Bratislava, 1998. s. 384. ISBN 80-8057-091-4
- KRÁL, Ľ.: Hodnotenie kvality povrchu vybraných materiálov pri obrábaní abrazívnym vodným lúčom, Diplomová práca, Zvolen: FEVT TU, 2011. 73s
- ŠUSTEK, Ján: Laserový profilometer LPM s horizontálnym posunom pri sledovaní nerovnosti povrchu. In: Trieskové a beztrieskové obrábanie dreva 2010
- ŤAVODOVÁ, Miroslava: Hodnotenie kvality obrobeného povrchu hliníkovej zliatiny po hydroabrazívnom delení.
- VALÍČEK, J – HLOCH, S.: Měření a řízení kvality povrchu vytvořených hydroabrazivním dělením. Ostrava 2008, ISBN 978-80-254-3588-5

