Process of assessment of porosity of die-casts based on Al-Si
19. September, 2015, Autor článku: Majerník Rastislav, Elektrotechnika
Ročník 8, číslo 9  Pridať príspevok
Pridať príspevok
![]() The article deals with the method of assessment porosity of die casts based on AL-Si using optical microscopy. In the introductory chapters is mentioned knowledge acquired on the effect of the porosity on the mechanical properties of die-castings, formation of gas voids in the casting pores and form factor of the pores. Then it is described the process for the preparation of metallographic samples and final evaluation of metallographic structures.
The article deals with the method of assessment porosity of die casts based on AL-Si using optical microscopy. In the introductory chapters is mentioned knowledge acquired on the effect of the porosity on the mechanical properties of die-castings, formation of gas voids in the casting pores and form factor of the pores. Then it is described the process for the preparation of metallographic samples and final evaluation of metallographic structures.
Introduction
Assessment of the structure is performed using optical metallography or as a case may be observation of metallographic samples using optical microscopes. Light microscopy or special metallographic microscopes are the most frequently used. Metallographic sample is used to study the structure of the material which cannot be examined without prior treatment. In order to produce a sample piece, a series of steps that will be more specifically described in the text needs to be taken. The preparation of metallographic samples follows the rules that are necessary in order not to alter the structure of the samples during their preparation. Subsequent analysis, measurement and evaluation of the quality of the material are used for example for the identification of proportional representation metallurgic phases, porosity and homogeneous metallic materials. Particular analysis or observation techniques may require specific sample preparation procedure, and also different types of materials cannot be prepared in the same manner.
1. The influence of porosity on the mechanical properties
The porosity of the castings is among the most common causes affecting the mechanical properties of castings. The most common characteristics affected include porosity reduction of the strength and ductility of the casting; fatigue fractures in the place of porosity reduced tightness or penetration of pressure medium through the wall of casting and also reduced quality of machined finish surface of castings. [2]
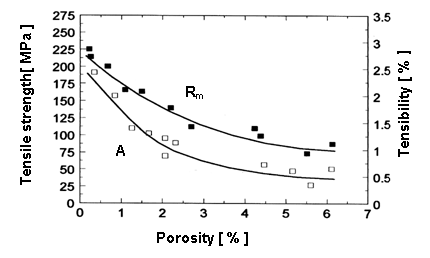
Fig.1 Influence of the porosity on the mechanical properties of the AlSiCu12 alloy.[3]
2 Formation of gas cavities in castings
Formation of pores in the casting is caused mainly by hydrogen. Big difference of solubility of hydrogen in liquid and solid state is typical for aluminium alloys. In the solid state at the temperature of 660 ° C, the solubility of aluminium is only 0.036 cm3 / 100 g. The molten metal at the same temperature has the solubility of 0.77 cm3 / 100 g, which is about 20 times higher. The molten metal can be present up to a maximum hydrogen content, which corresponds to the solubility curve. Upon cooling, its solubility decreases. When exceeding the limit of solubility, hydrogen escapes from the melt diffusion or gas forms a cavity.
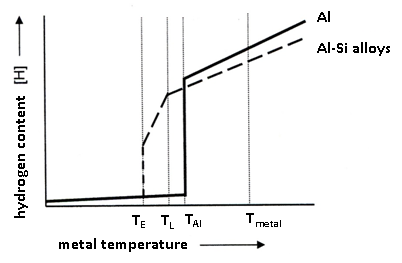
Fig.2 The effect of temperature on the solubility of hydrogen in aluminium and Al – Si alloys. [3]
Porosity is usually caused by a combination of micro scrunches and bubbles formation. We can speak about clean gas bubbles and micro scrunches very rarely. It is reported that to form pure gas pores in the aluminium alloy, it is possible when the hydrogen content is greater than 0.4 cm3 / 100 g Al. In real solidification rate there is not reduced hydrogen content up to the equilibrium value of the solubility in the solid state. Part of the hydrogen in the metal remains in the form of a supersaturated solid solution. The faster the cooling, the higher the super saturation of solid metal is eliminated in the less hydrogen gas, and the smaller the porosity. For this reason, thick-walled castings are prone to the formation of gas cavities using sand moulds before casting a thin-walled castings cast into metal moulds. [2]
3. Shape factor
For identification of the cavities in the structure of the material is often used a shape factor f:
 |
(1) |
where: A – content area, U – circuit of cut surface of element structure of metallographic sections.
Today’s systems available for processing images allow fast and quantitative determination of the geometric parameters of the structure, such as shape factor or factor of roundness (Shape Factor):
 |
(2) |
This quantity having the circular cross section 1, and for more complex shapes a value greater than 1 indicates a change of geometry of internal voids and their influence on mechanical properties.
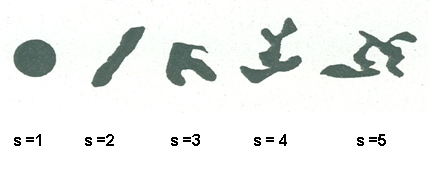
Fig.3 Pores shapes with the different roundness factor s [3]
Pores having a roundness factor s>1 exhibit with the same porosity p a higher rate of interruption of metal matrix thanspherical pores with the value s = 1 corresponding to the void ratio higher by a factor s. Moreover, the increasing factor in increasing the pore notch effect, which increases the formation of crack in the structure, which is reflected mainly on the strength.[4]
4. The preparation of metallographic samples
Sampling is usually carried out by cutting or milling. When sampling there must be no mechanical or thermal effect on the structure of the material. The sample size is chosen according to the possibilities of the microscope, which we will use to examine a sample. Location of sampling is chosen so that we can describe the best character of the studied structure of component. Figure 4 shows the sampling points based on the expected incidence of increased porosity in view of the greater wall thickness of the casting.
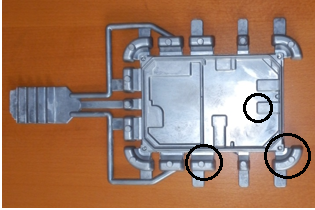
Fig.4 Choice sampling of the casting (AlSiCu12).
Where the sample is of too small size to enable it to be handled manually for future preparation, there is sample grouting of cold or heat. Also pouring samples ensures uniform shape needed to fit into the cradle in the process of grinding. When pouring cold, pure sample is placed in a mould so that the area being analysed is in contact with the bottom of the mould. The sample is then poured with a potting material, which is allowed to harden in the form. Pouring material consists of a powder acrylic or polyester resin, an intimate of the appropriate curing agent in the prescribed ratio. Cold pouring can be supplemented by pouring under vacuum. This pouring process eliminates the presence of air bubbles in the poured mass. Crimping of the sample is carried out by heat of 100 to 180 ° C under high pressure of 30 to 50 kN in a temperature of press chamber where the sample is placed and added to the resin in the form of flowing powder. [1] [5]
5. Grinding, polishing and etching of metallographic samples
Sample grinding is performed by so called wet grinding. Its advantage is the direct cooling effect of the water stream while washing away the particles by grinding material. Waterproof abrasive paper with abrasive particles with different grain size is used. The most commonly used is SiC abrasive paper, which is due to its high hardness of very high abrasive force. Grinding is performed on metallographic grinding machines; the sample is pressed against the sandpaper attached to a rotating horizontal disc of a grinder. The speed of rotation is in the range from 30 to 150 rpm. Motorised head of grinder includes bracket that enables mounting and subsequent grinding more samples at a time. Contact force is in the range from 1 to 100 N.

Fig.5 Demonstration of equipment designed for mechanical grinding of the samples [7]
The next step in sample preparation is polishing.In contrast to the grinding, the surface material is not diminishing, but causes a deformation of the surface roughness peaks. Polishing principle is similar to grinding. The sample is pressed against the rotating polishing disc with the help of polishing media. Cloth polishing discs and polishing abrasives in the form of aqueous emulsions metal oxide or diamond paste are used.When polishing, the sample is moved against the direction of rotation of the disc until reaching a mirror shine.The sample is then washed and dried.Such prepared sample can be used e.g. to the monitoring and evaluation of discontinuities.Etching is necessary for observing the microstructure.
Depending on the material of cut and specific demands for the observation it is possible to apply various methods of etching. Etching is one of the most sensitive operations of preparation of metallographic samples. Each material requires a special technique of etching including the selection of the etchant. Chemical etching, etching at the grain boundary, surface, selective electroplating and thermal etching are among the methods of etching. [1] [6]
6. Assessment of metallographic samples
Metallographic samples can be evaluated macroscopically and microscopically in etched or unetched condition. In the macroscopic evaluation, samples are observed in actual size or at low magnification. Light or laser microscopes are used for the microscopy observation. After the above preparation of the samples it is possible to detect the size, shape and distribution of the various structural parts of material, to track crystallization or to determine the quality of heat and chemical processing and material suitability for a particular use by microscopy. Fig.6 represents an image of the microstructure of the sample from the casting (Fig.5). Fig.7 represents the occurrence of porosity in the structure of the studied material.
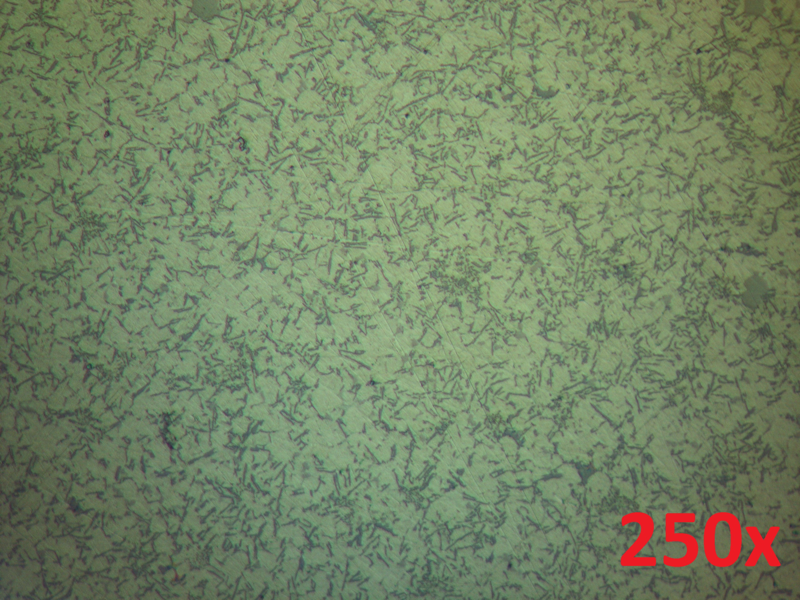
Fig.6 The microstructure of the casting (AlSiCu12).
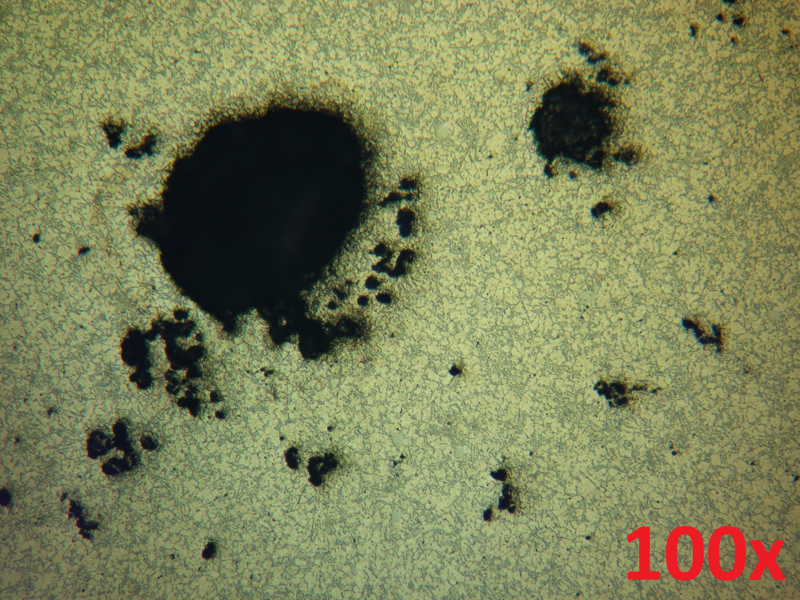
Fig.7 The microstructure of the casting (AlSiCu12) with the presence of porosity.
Microscopy picture can be further processed using special computer programs. Software for image analysis enables rapid and quantitative evaluation of microstructure, e.g. to determine the number, size and distribution of pores, the distance between them, their volume or determination a percentage. The most common programs for image analysis metallographic frames include Lucia, QuickPhoto Industrial or NIS, which was used in the formation of the above images.[1]
Conclusion
To obtain the necessary quality and results of examination of porosity pressure castings based Al-Si care must be taken to ensure that throughout the process of preparation and evaluation properly complied with all procedures and appropriate methods chosen for the type casting and alloy. Process parameters of pressure casting have great influence on the internal structure and porosity of castings. In the selection of the casting parts and assessed components the effect of process parameters, such as speed, pressure and temperature of the casting should be taken into account.
Literature
- Jonšta P., Hrubý V., Silbernagel A. Praktická metalografie. Ostrava: Kovosil, 2008, ISBN978-80-903694-2-9.
- Čech, J., Zalaba,R., Palán,K., Zíka,J.,Krautschneider,R., Švařiček,K., Bařinová, D.: Možnosti hodnocení zbytkových pnutí u Al slitin experimentálně a pomocí simulace. TRANSFER 2003, str. 128-134, Trenčín, SR, 2003. ISBN 80-8075-001-7, EAN 9788080750015.
- Palán,K.:Vliv pórovitosti na mechanické vlastnosti a nástroje jakosti u slévarenských tlakově litých slitin Al. VUT v Brně, Fakulta strojního inženýrství, Brno 2005.
- Čech, J., Palán, K., Lipový, R., Zalaba, R., Bařinová, D. : Using the Die Casting and Squezze Casting Technologies to Produce Casting for Automotive Industrie. TECHNOLOGIA 2003, str. 53, Bratislava, SR, 2003.ISBN 80-227-1935-8.
- Pace Technologies: Metallographic Handbook, Available at:
http://www.metallographic.com/Brochures/Met-Manual-2b.pdf - Struers: Metalog Guide, Dostupný z
http://www.sultrade.com.br/wp/wp-content/uploads/2009/01/metalog_guide_english.pdf - Metallographic polishing, Available at:
http://www.magneton.cz/en/24998-support-services
Coauthor of this paper is doc. Ing. Juraj Ružbarský, PhD., Department of Technological Systems Operation, Faculty of Manufacturing Technologies, Technical University of Košice

