Konkrétne metódy technickej diagnostiky určené pre sledovanie a monitorovanie stavu výrobných strojov a zariadení
11. September, 2013, Autor článku: Šoltésová Stanislava, Strojárstvo
Ročník 6, číslo 9  Pridať príspevok
Pridať príspevok
![]() Technická diagnostika ako nástroj má veľký význam pri prevádzke a údržbe zariadení. Zaznamenáva veľký záujem nielen vo vedeckej sfére, ale aj v oblasti aplikácie jej výsledkov v rámci novovyvíjaných metód a ich využitia v odbornej praxi. Zaoberá sa organizovaním procesov diagnostiky technického stavu objektov počas výroby a prevádzky, vrátane pred, počas a po použití objektov, taktiež počas preventívnej údržby, opravy a skladovania.
Technická diagnostika ako nástroj má veľký význam pri prevádzke a údržbe zariadení. Zaznamenáva veľký záujem nielen vo vedeckej sfére, ale aj v oblasti aplikácie jej výsledkov v rámci novovyvíjaných metód a ich využitia v odbornej praxi. Zaoberá sa organizovaním procesov diagnostiky technického stavu objektov počas výroby a prevádzky, vrátane pred, počas a po použití objektov, taktiež počas preventívnej údržby, opravy a skladovania.
Cenová dostupnosť diagnostických prístrojov na jednej strane a vysoká výpovedná schopnosť nameraných údajov na strane druhej, umožňuje podnikom optimalizovať náklady vynaložené na plynulosť výroby, jej bezpečnosť a kvalitu konečných produktov. V príspevku je popísané použitie technických diagnostických nástrojov na pracoviskách pre sledovanie a správanie sa výrobných strojov a zariadení.
Úvod
Monitorovanie technického stavu prostredníctvom diagnostických systémov je základným predpokladom prevádzky strojov a zariadení podľa skutočného stavu. Preto technická diagnostika študuje a stanovuje indikácie poruchy vybavenia, rovnako ako metódy a prostriedky použité na vyhľadávanie a detekciu chýb. Hlavným cieľom diagnostiky je organizácia efektívnej kontroly na bezchybnom stave a fungovaním zariadenia, jednotlivých zložiek, dielcov, blokov, agregátov a systémov. Technická diagnostika sa okrem iných zaoberá meraním a vyhodnocovaním vibrácií (mechanickým chvením). Cieľom vibrodiagnostických meraní je načítanie a uloženie vibračných signálov za chodu stroja na ich vyhodnotenie vo vzťahu k technickej diagnostike.
V energetickom priemysle bolo meranie zamerané na kontrolu prevádzkového stavu turbogenerátora v malej vodnej elektrárni. Pri meraní bola použitá metóda VEL (rýchlosť výchylky), ACC (zrýchlenie výchylky), EN2 (2. obálka – 50 Hz až 1 kHz) a EN3 (3. obálka – 500 Hz až 10kHz). Použité boli meracie metódy, ako sú: Velocity, Enveloping Acceleration, Acceleration (zrýchlenie chvenia), meracia metóda See (SKF), meracia metóda HFD (SKF).
1. Opis monitorovacieho stroja a diagnostického prístroja
Turbogenerátor je elektromechanický agregát, čo je konkrétny prípad tzv. turbín. Tieto dva stroje bývajú navzájom prepojené spoločným hriadeľom. Skladá sa z poháňacieho krútiaceho mechanického stroja – turbíny a elektrického generátora. Robí tak tým, že otočí veľké turbíny, ktoré sú pripojené ku generátoru, ktorý premení mechanickú energiu k elektrickej energii . Skladá sa z poháňacieho krútiaceho mechanického stroja- turbíny a elektrického generátora. Tieto dva stroje bývajú navzájom prepojené spoločným hriadeľom.[1][2]
Turbogenerátory sú vytvorené v mnohých rôznych tvarov a veľkostí, aby vyhovovali potrebám mnohých obytných a priemyselných potrieb. Môžu byť nakonfigurované pre spustenie off elektriny, pary, a niekoľko rôznych biopalív, z ktorých každý má nesporné výhody a nedostatky. Tak tiež existujú malé turbogenerátory s výkonom od niekoľkých stoviek wattov (používané napr. pre osvetľovanie parných lokomotív) až po veľké turbogenerátory pracujúce v rádoch gigawatt napr. v jadrovej elektrárni. V tomto prípade ide o turbogenerátor v malej vodnej elektrárni. Na (Obr. 1) je znázornená schéma meracích bodov turbogenerátorov č.1 a č.2.[3][4]
Tento turbogenerátor bol monitorovaný pomocou meracieho prístroja Microlog GX.
V mnohých priemyselných odvetviach je tento merač prvou voľbou pre diagnostikovanie ložísk a analýzu vibrácií. Z mnohých jednotlivých modulov, ktoré môžu byť inštalované samostatne na Microlog GX, bude zariadenie presne zapadajúce do príslušných požiadaviek a úloh. Ponúkajú potrebnú flexibilitu a možnosť rozšírenia vďaka zvolenej platforme Windows CE a sú navyše dodávané s veľkým, jasným farebným displejom. Tieto zariadenia sú vybavené okrem technológie obálky zrýchlenia pre zisťovanie porúch ložísk taktiež funkciou detekcie vysokých frekvencií. Umožňujú včasné zisťovanie vysokofrekvenčnej energie, ktorá vzniká vo valivom ložisku alebo v iných dieloch. [4][5][6] Výsledne grafy boli vyhodnotené softvérom Microlog GX a trvalým meracím zariadením.
Obr. 1: Schéma meracích bodov (turbogenerátor č.1 – vľavo, turbogenerátor č.2 – vpravo)
Alarmy boli nastavené tak, ako je uvedené v tabuľke 1 až 3.
Tabuľka 1: Úrovne alarmov pre merací bod 1
| Alarm A1 – výstraha | 1,8 |
|---|---|
| Alarm A2 – nebezpečenstvo | 4,5 |
Tabuľka 2: Úrovne alarmov pre ostatné meracie body (LF metódy)
| Alarm A1 – výstraha | 2,8 |
|---|---|
| Alarm A2 – nebezpečenstvo | 7,1 |
Tabuľka 3: Úrovne alarmov pre ostatné meracie body (HF metódy)
| Alarm A1 – výstraha | 4,5 |
|---|---|
| Alarm A2 – nebezpečenstvo | 7,1 |
2. Meranie a analýza
V tomto prípade išlo o kontrolné meranie. V tab. 4 a tab. 5 sú pre porovnanie uvedené namerané hodnoty vibrácií z posledných dvoch meraní tohto zariadenia.
Tabuľka 4: Vibrácie namerané na turbogenerátore č. 2 dňa 12.10.2012
| LF vibrácie | HF vibrácie | ||||
|---|---|---|---|---|---|
| VEL (mm/s) | EN1 (gE) | EN2 (gE) | ACC (g) | EN3 (gE) | |
| Bod 5 – vodorovný hriadeľ | 0,88 | 0,20 | 0,86 | 0,79 | 0,97 |
| Bod 6 – zvislý hriadeľ – pastorok | 2,27 | - | 1,75 | 2,59 | 2,36 |
| Bod 7 – zvislý hriadeľ – spojka | 0,79 | - | 0,97 | 0,88 | 0,85 |
| Bod 8D – generátor dole | 1,47 | - | 0,58 | 0,53 | 0,42 |
| Bod 8H – generátor hore | 3,22 | - | 0,43 | 1,95 | 2,80 |
Tabuľka 5: Vibrácie namerané na turbogenerátore č. 2 dňa 09.11.2012
| LF vibrácie | HF vibrácie | ||||
|---|---|---|---|---|---|
| VEL (mm/s) | EN1 (gE) | EN2 (gE) | ACC (g) | EN3 (gE) | |
| Bod 5 – vodorovný hriadeľ | 0,80 | 0,32 | 0,69 | 0,74 | 0,80 |
| Bod 6 – zvislý hriadeľ – pastorok | 1,89 | - | 1,66 | 2,71 | 2,42 |
| Bod 7 – zvislý hriadeľ – spojka | 0,94 | - | 1,11 | 0,88 | 0,86 |
| Bod 8D – generátor dole | 1,08 | - | 0,63 | 0,63 | 0,44 |
| Bod 8H – generátor hore | 2,07 | - | 0,49 | 1,86 | 2,31 |
Turbogenerátor je vzhľadom k vibráciám v rovnakom (nezmenenom stave), pričom k najväčšej zmene došlo v bode 5 v prípade metódy EN1 (1. obálka), kde hodnota vzrástla o 50% oproti minulej. Inak sa všetky hodnoty udržiavajú pod oboma alarmami. V rámci tohto merania bola takisto vykonaná oprava poškodených konektorov na káblovej trase trvalého meracieho zariadenia. Pred opravou krátkodobo vystúpila hodnota vibrácií dotknutého bodu (bod 5) nad 3 mm/s (metóda VEL). Po oprave konektorov klesla späť na bežné hodnoty.
Obr. 2: Spektrum DISP (výchylky) z trvalého meracieho zariadenia v bode 5 – 09.11.2012
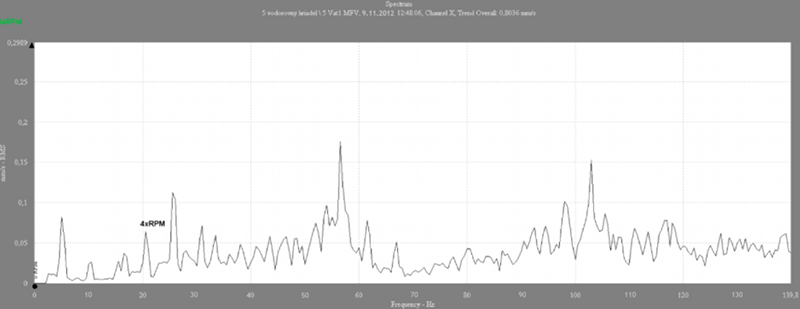
Obr. 3: Spektrum VEL (rýchlosť výchylky) z trvalého meracieho zariadenia v bode 5 – 09.11.2012
Na grafoch spektier DISP a VEL (výchylky a rýchlosti výchylky) vidno záber lopatiek turbíny. Záber je reprezentovaný frekvenciou 5,1 Hz a jej násobkami.
Obr. 4: Spektrum VEL (rýchlosť výchylky) v bode 5 – 12.10.2012 (Microlog GX)
Obr. 5: Spektrum VEL (rýchlosť výchylky) v bode 5 – 09.11.2012 (Microlog GX)
Na obr. 4 a 5 sú zobrazené spektrá VEL z dvoch meraní s mesačným odstupom. Z grafov je zrejmé, že záber lopatiek, ktorý bol predmetom októbrovej opravy turbíny, je v poriadku.
3. Záver
Využitie metód technickej diagnostiky pri zohľadnení spoľahlivosti nameraných výsledkov spolu s novými metódami IT predstavuje jeden zo základných nástrojov pre efektívne riadenie zariadení, eliminovanie nežiaducich stavov a ďalšie aspekty. Technická diagnostika sa v súčasnosti zaoberá rôznymi prejavmi porúch, umožňuje podnikom optimalizovať náklady vynaložené na plynulosť výroby, jej bezpečnosť a kvalitu konečných produktov. Tieto merania sa uskutočňujú v širokej škále výrobných strojov a zariadení v rôznych priemyselných odvetviach. Turbogenerátor č. 2 je z pohľadu vibrácií v dobrom stave a nič nebráni jeho bezproblémovej prevádzke. Oprava konektorov na káblovej trase trvalého meracieho zariadenia bola úspešná. Meracie zariadenie teraz vykazuje reálne hodnoty vibrácií.
Poďakovanie
Článok vznikol v súčinnosti s riešením projektu ITMS 26220220125 – Vývoj a implementácia experimentálnych simulačných metód pre optimalizáciu procesov na technologických pracoviskách.

Literatúra
- ADAMČÍK, P., MURČINKO, J., MURČINKOVÁ, Z.: Elements of vibration diagnostics, 2009. In: Enginneering. Vol. 13, No. 7-8 (2009), p. 26. ISSN: 1335-2938.
- ŠOLTÉSOVÁ, S., BARON, P.: The Operation Monitoring Condition of the Production Machinery and Facilities Using the Tools of Technical Diagnostics. In: Applied Mechanics and Materials. Vol. 308 (2013), p. 105-109. – ISSN 1662-7482.
- ŠOLTÉSOVÁ, S., BARON, P., MARCINKOVÁ, M.: The application of technical diagnostic tools for monitoring the operating condition of manufacturing systems and facilities. 2012. In: NWMT 2012 : New Ways in Manufacturing Technologies 2012 : 11th International Scientific Conference : proceedings : Prešov, 21th-23th June 2012, Slovak Republic. – Košice : TU, 2012 S. 304-308. – ISBN 978-80-553-0908-8
- VOJTKO, I., JANÁK, M., BARON, P., HAĽKO, J.- ŠMERINGAIOVÁ, A.: Vibration analyses of worm gear boxes. 2011. In: IN-TECH 2011 : International Conference on Innovative Technologies : proceedings : 01.09.2011 -03.09.2011, Bratislava, Slovakia. – S.l. : Ing. Jan Kudláček, Ph.D., 2011 S. 576-578. – ISBN 978-80-904502-6-4
- VOJTKO, I., KOČIŠKO, M., ADAMČÍK, P., Vplyv frekvenčného meniča na ložisko, 2012. 1 elektronický optický disk (CD-ROM). In: Automatizácia a riadenie v teórii a praxi 2012 : ARTEP 2012 : workshop odborníkov z univerzít, vysokých škôl a praxe v oblasti automatizácie a riadenia : 22. – 24. február 2012, Stará Lesná, SR. – Košice : TU, 2012 S. 67-1-67-11. – ISBN 978-80-553-0835-7.
- SMRČEK, J., NOVÁK-MARCINČIN, J.: Diagnostika stavu valivých uložení v robotických zariadeniach monitorovaním vibrácií za prevádzkových podmienok. In: Strojírenská výroba. Vol. 44, no. 5-6 (1996), p. 29-31. – ISSN 0039-2456.
Spoluautormi článku sú Doc. Ing. Petr Baron, PhD., Ing. Vladimír Simkulet, PhD., Ing. Martina Marcinková, Fakulta výrobných technológií so sídlom v Prešove, Technická Univerzita v Košiciach, Štúrova 31, 080 01 Prešov

